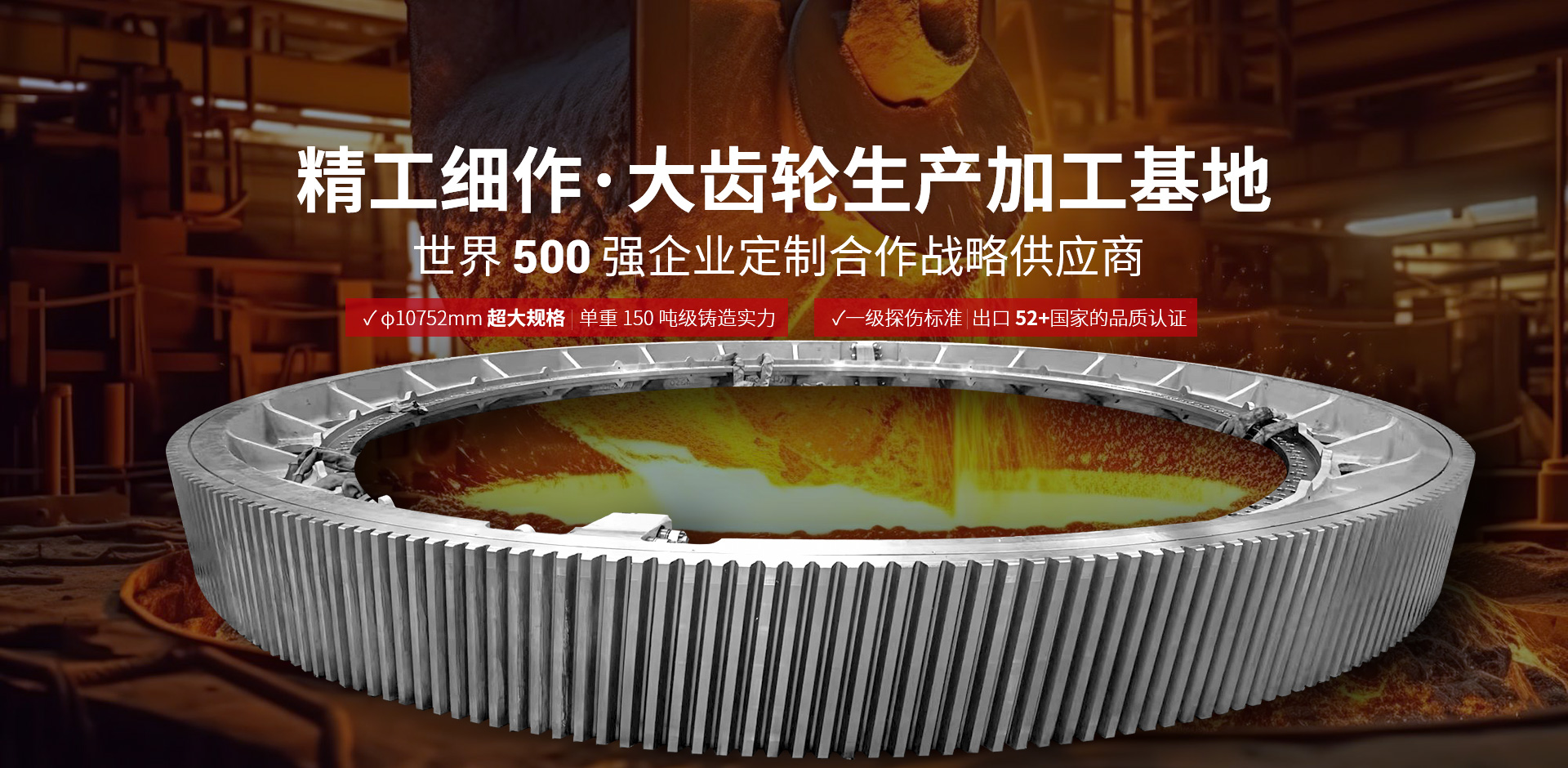



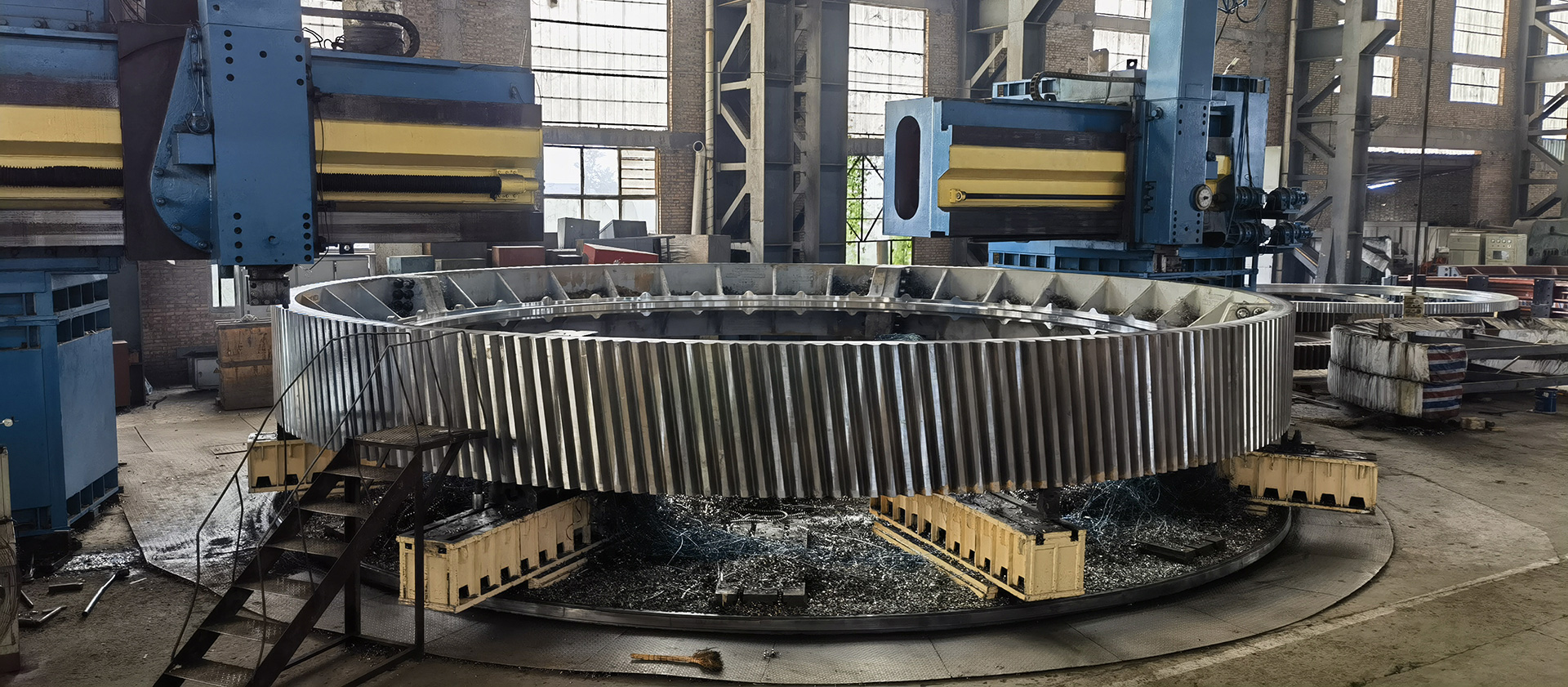
新腾飞铸钢,以重器之能,铸产业脊梁

走进新腾飞
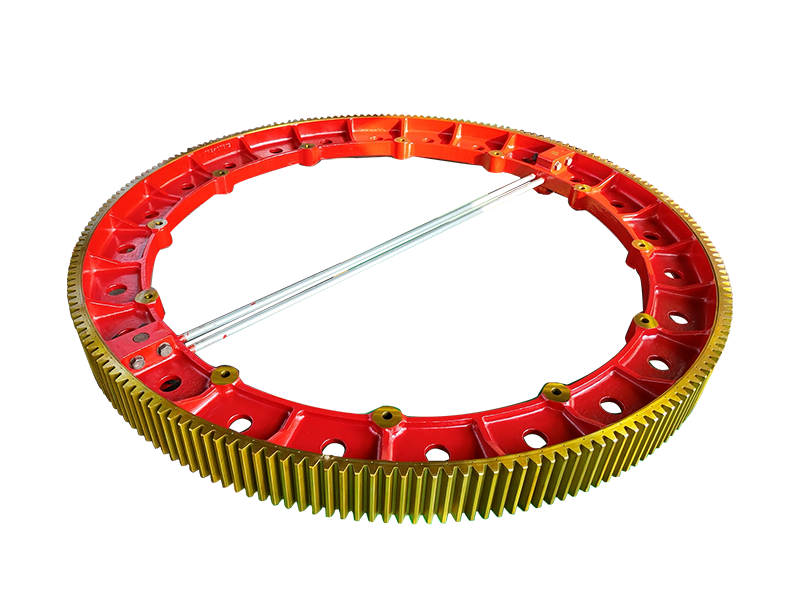
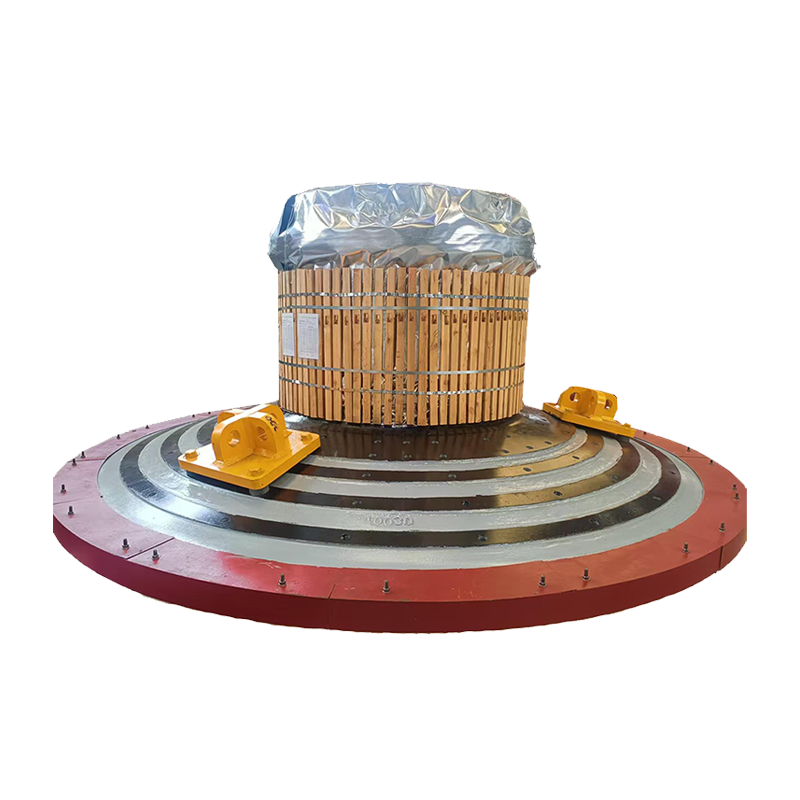
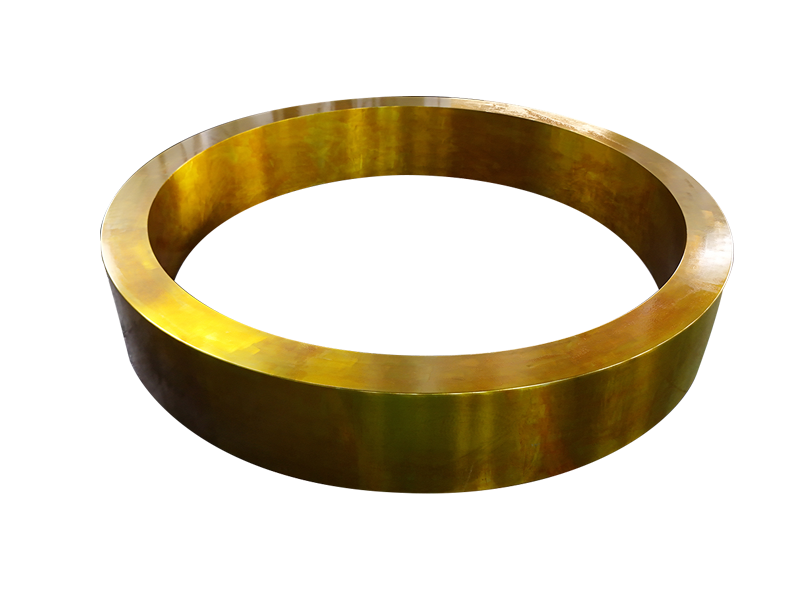
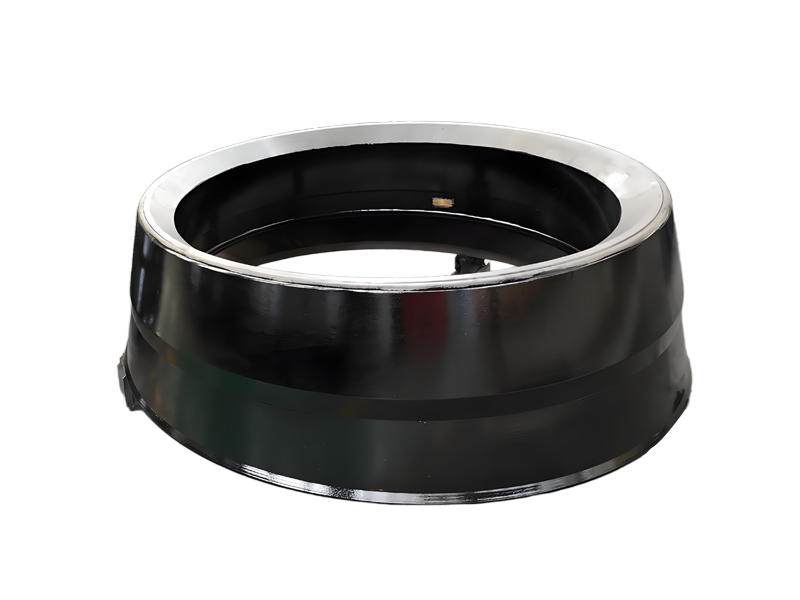
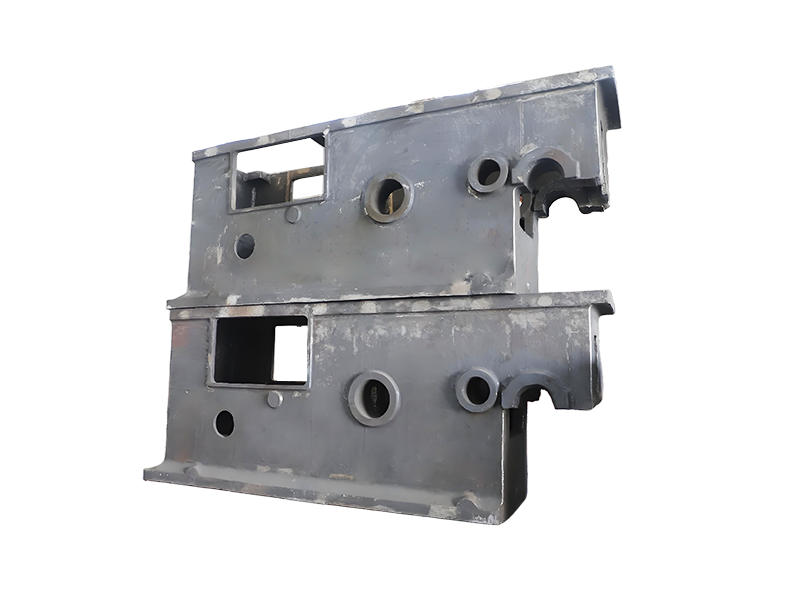
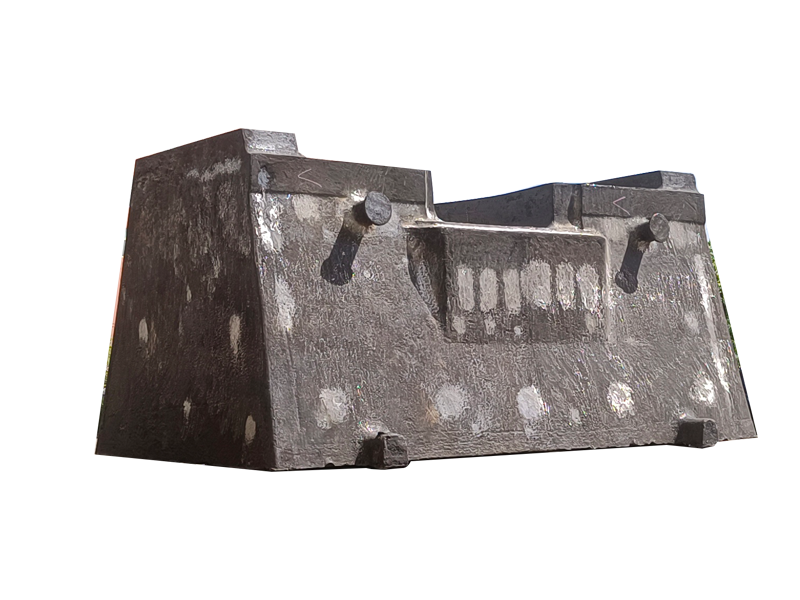
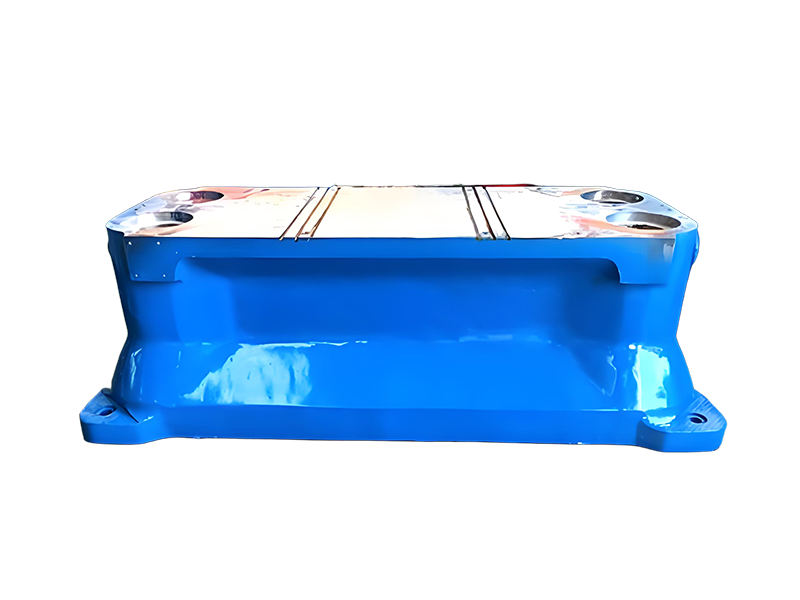
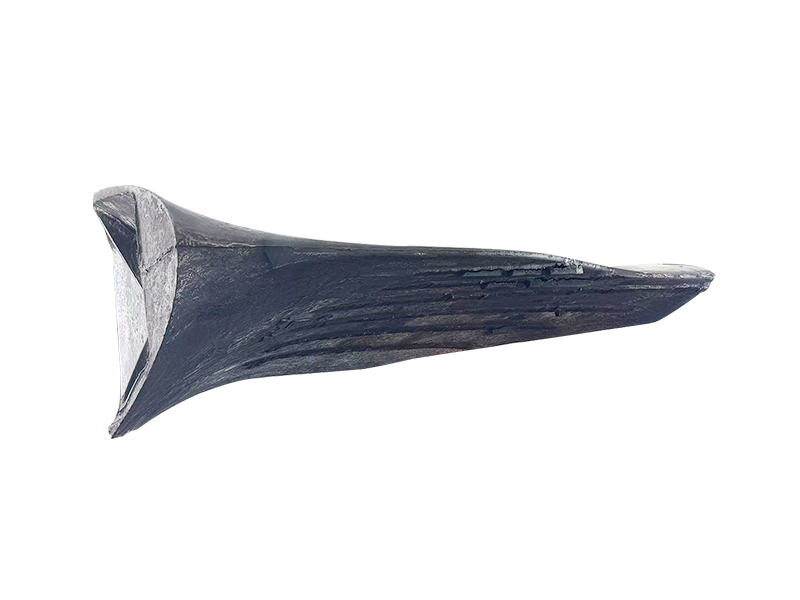
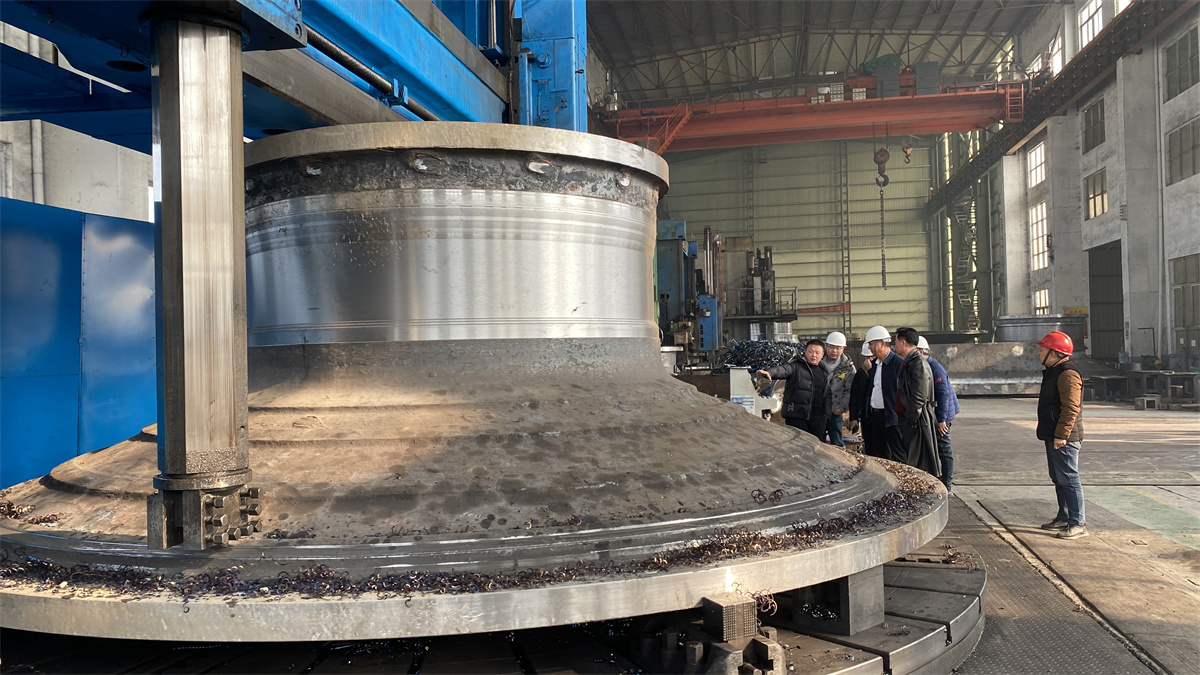
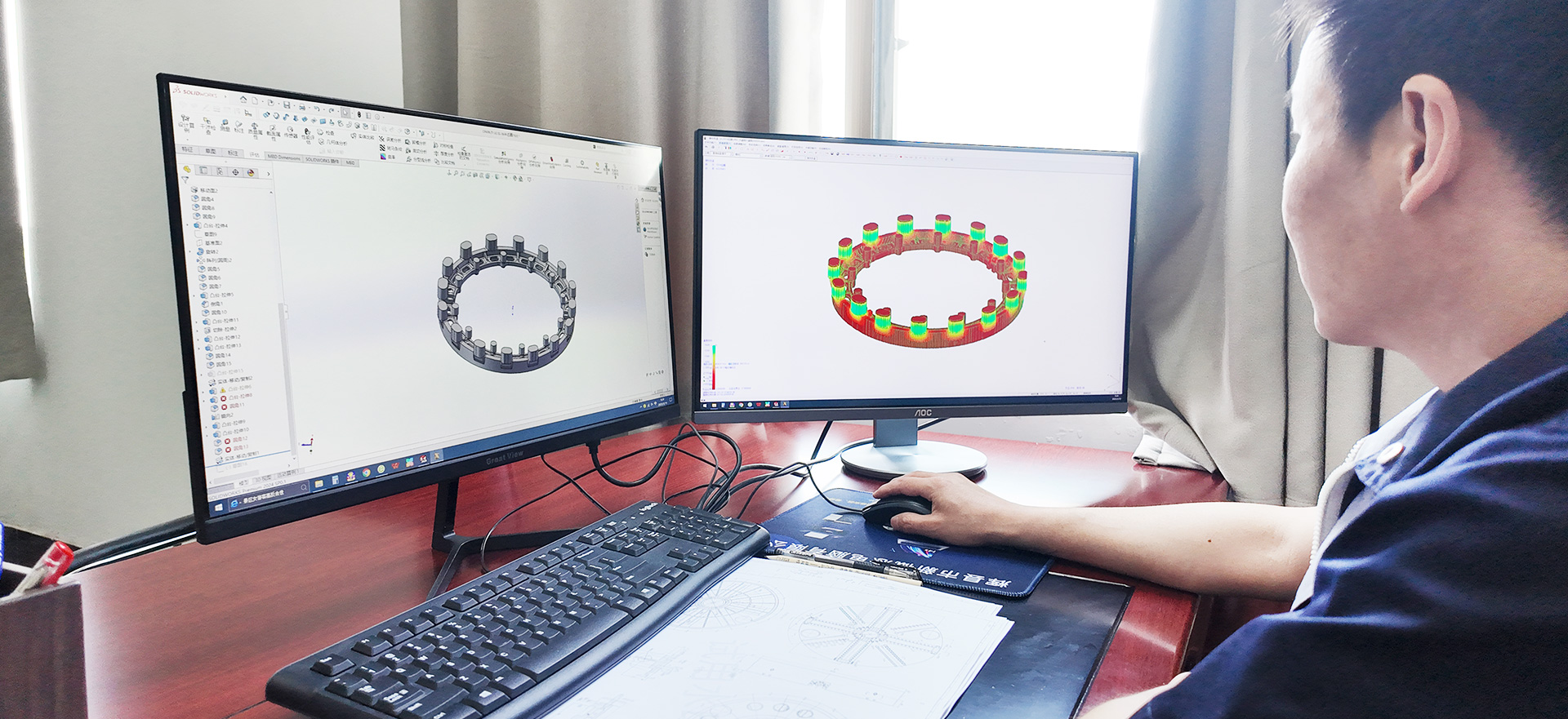
为装备制造业提供铸件,助力我国早日实现制造强国梦为使命,打造国内铸造及加工基地。















返回顶部

扫一扫 关注我们